3-12kW
12-40kW
1.5-20kW
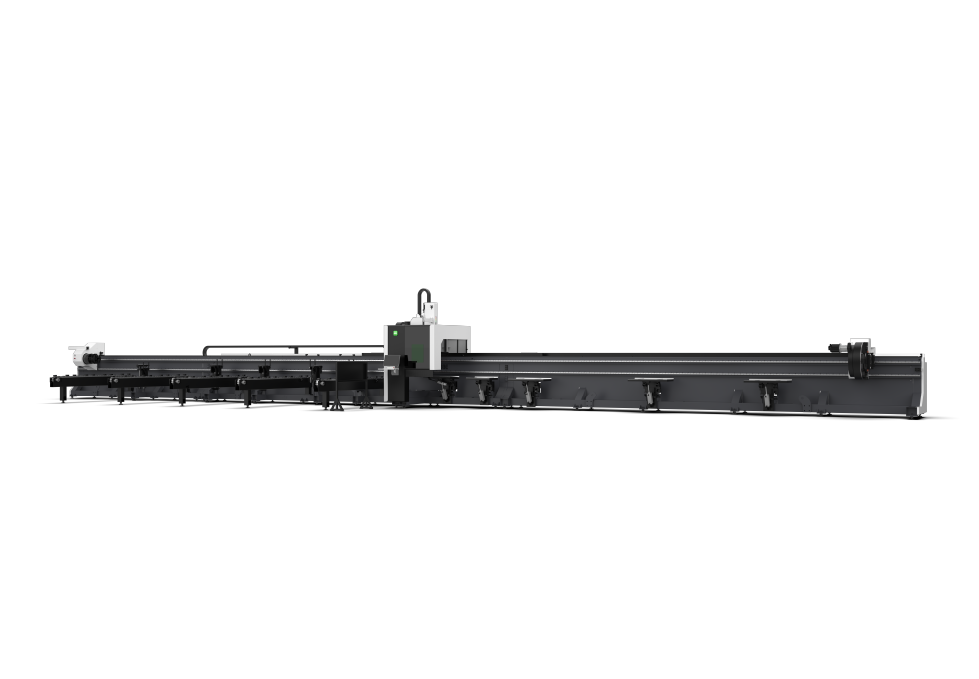
6-60kW
6-40kW
1.5-40kW
8-40kW
1.5-12kW
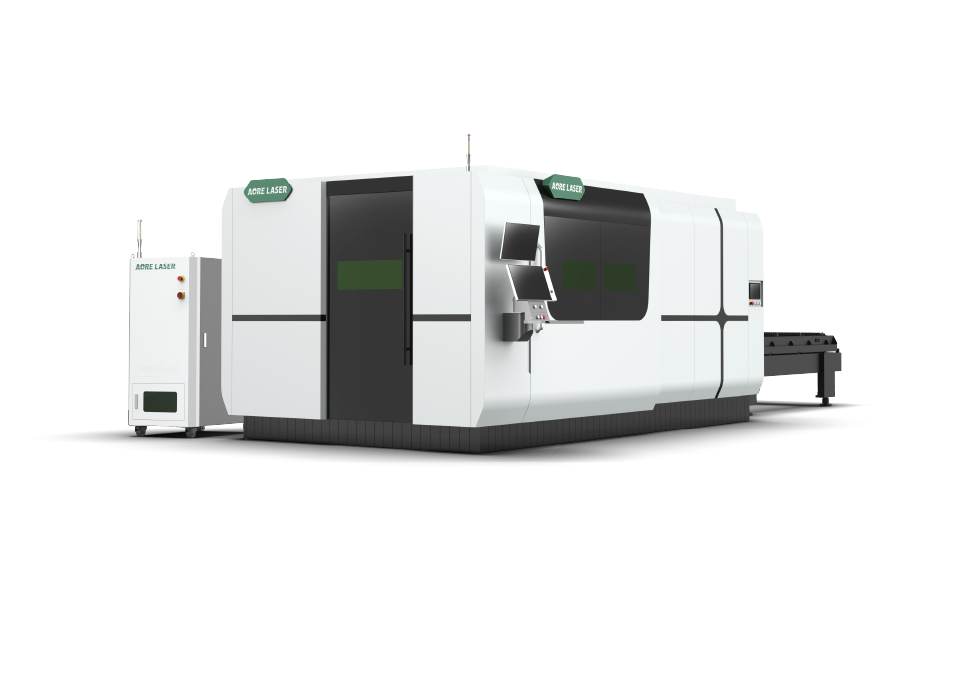
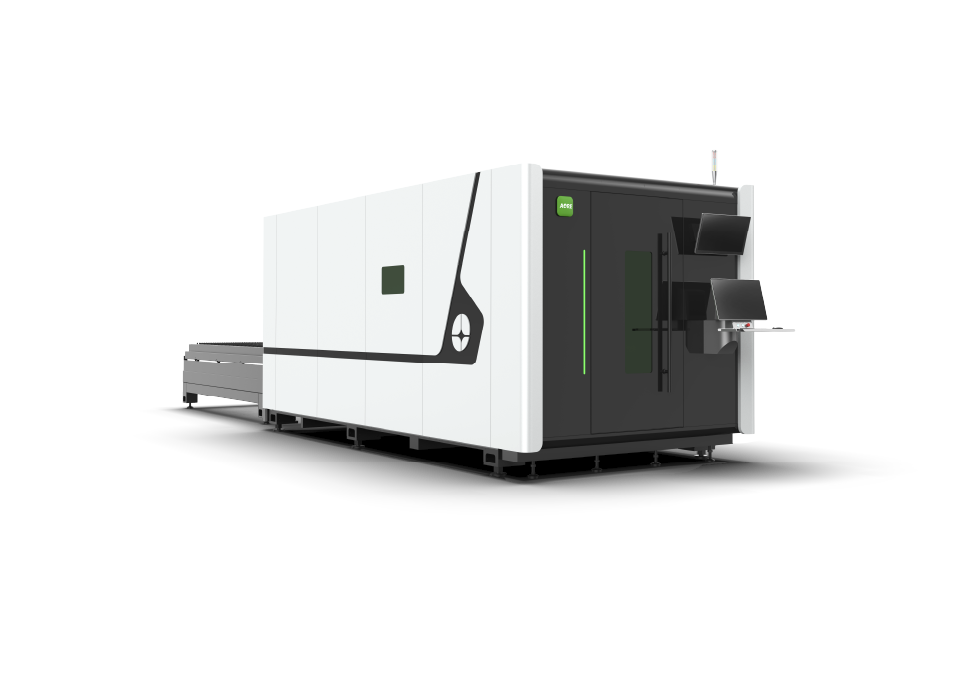
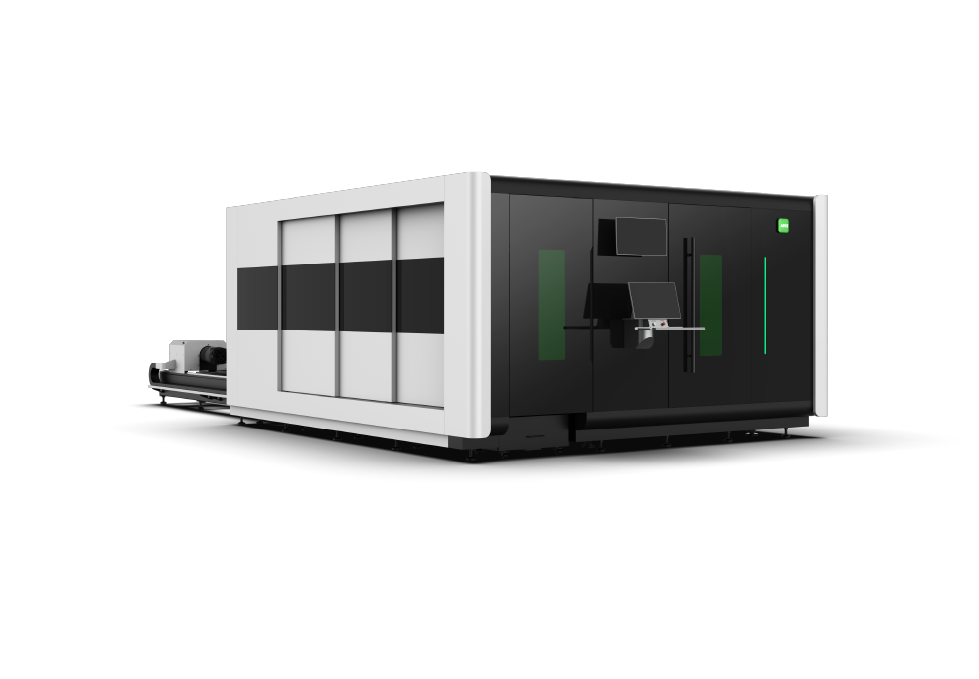
Fully-Protective High-Speed Sheet Laser Cutting Machine
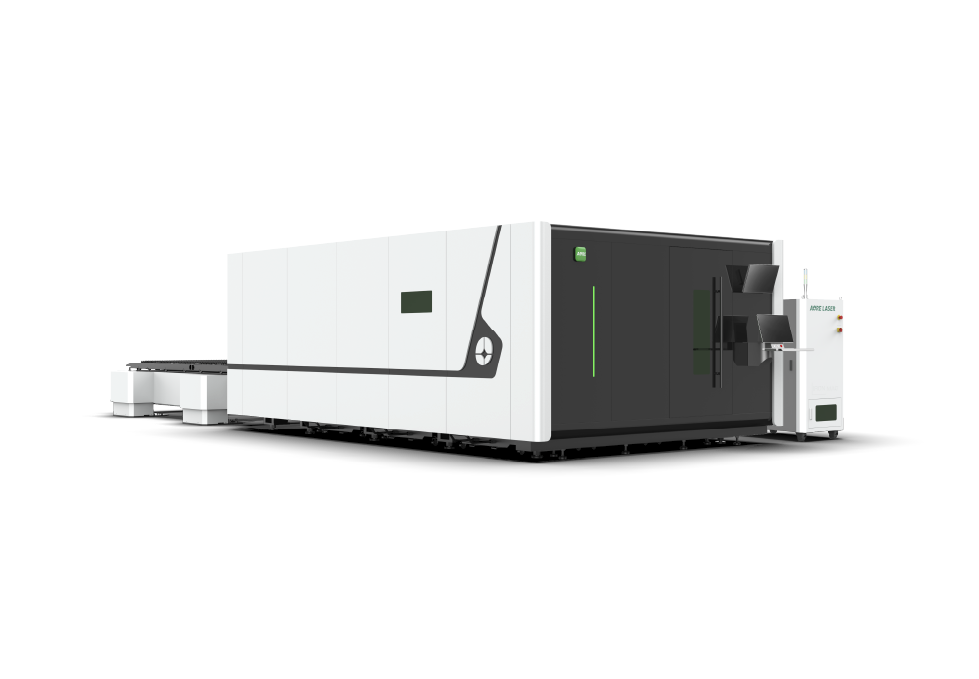
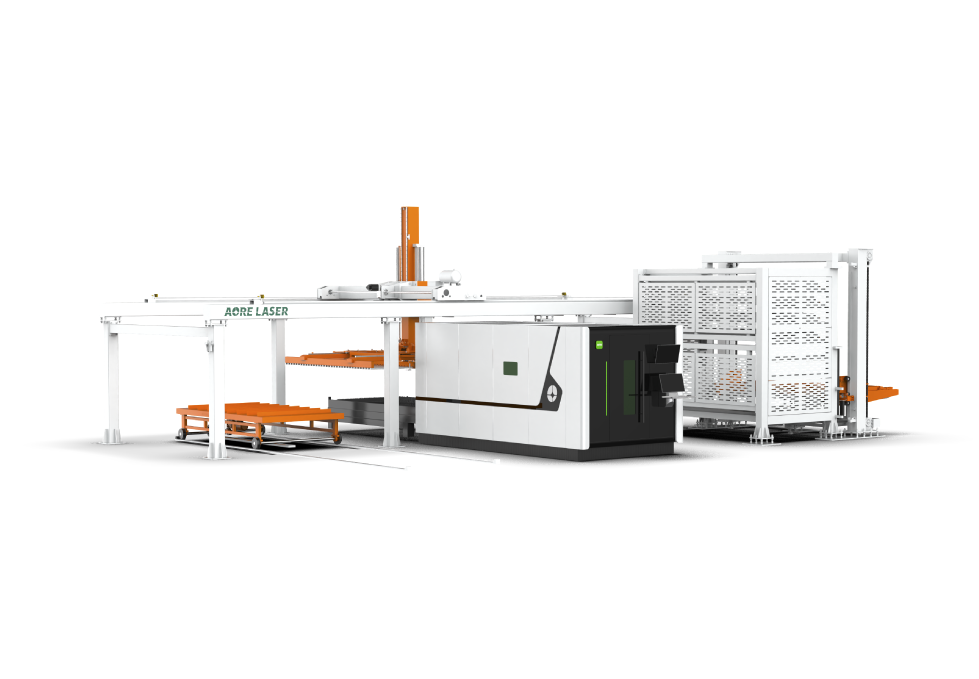
All-In-One Fiber Laser Cutting Machine
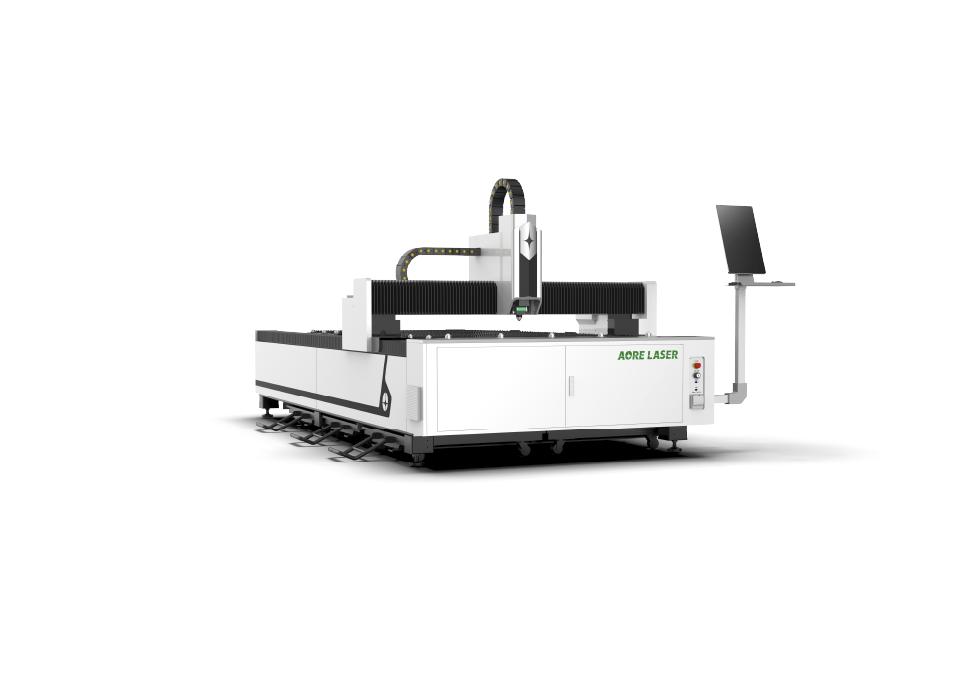
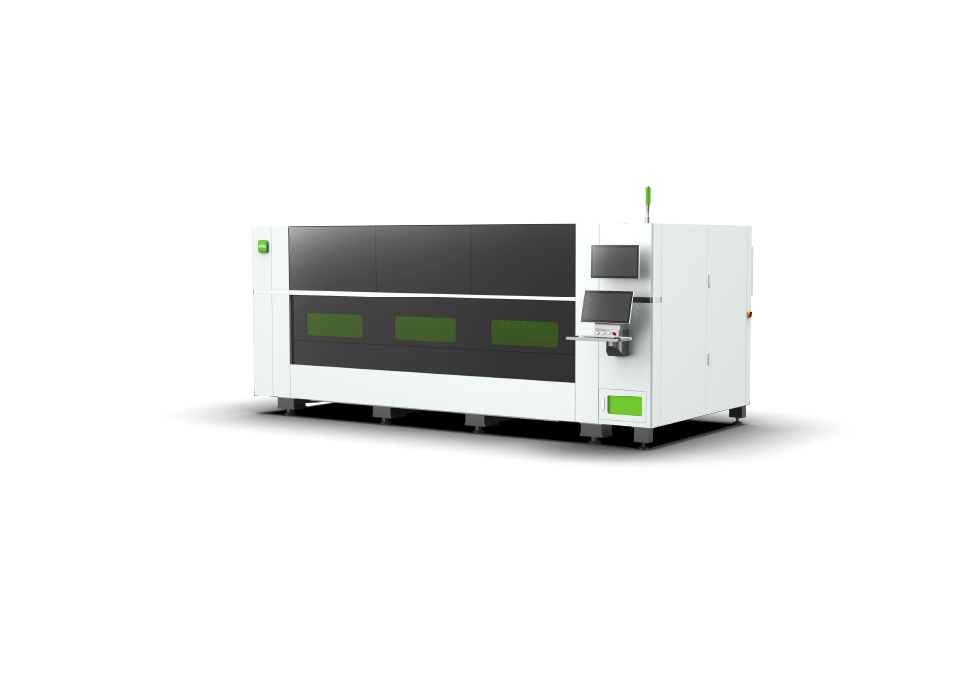
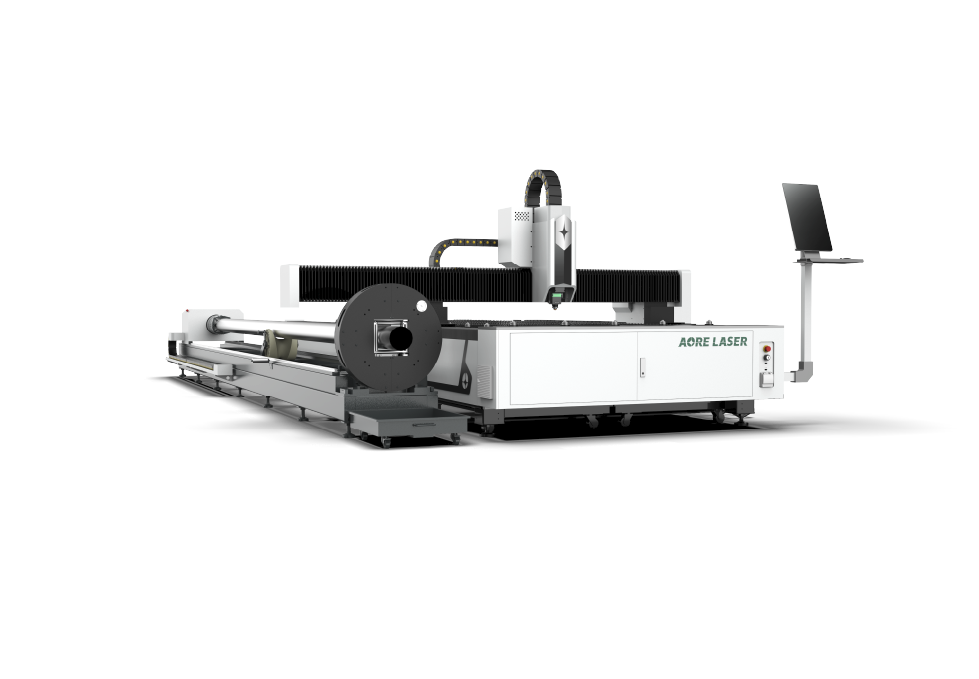
Single platform plate laser cutting machine
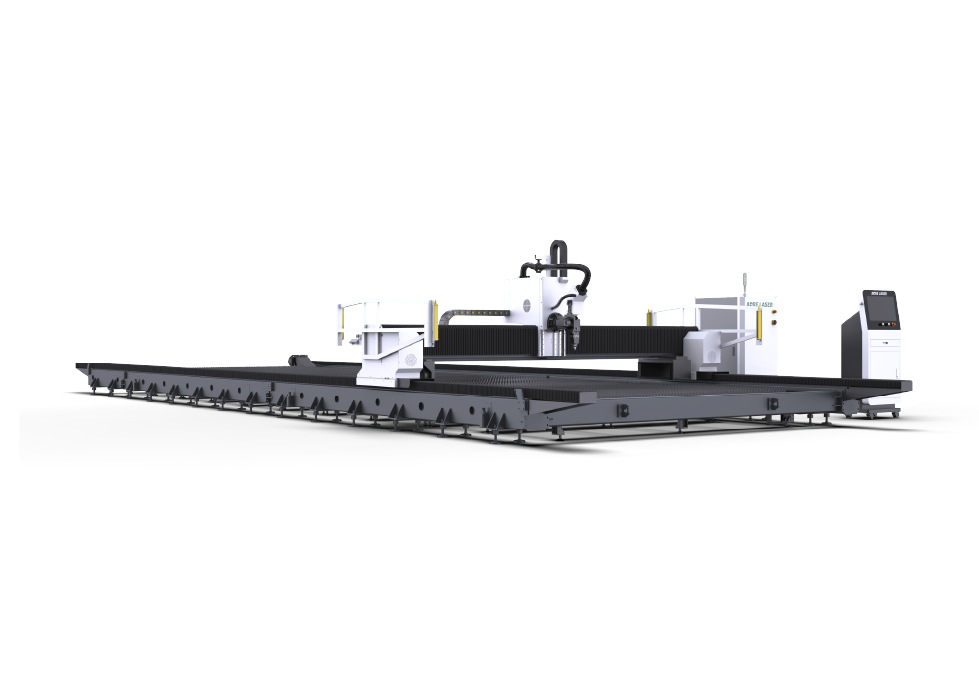
Ground-rail Sheet Fiber Laser Cutting Machine
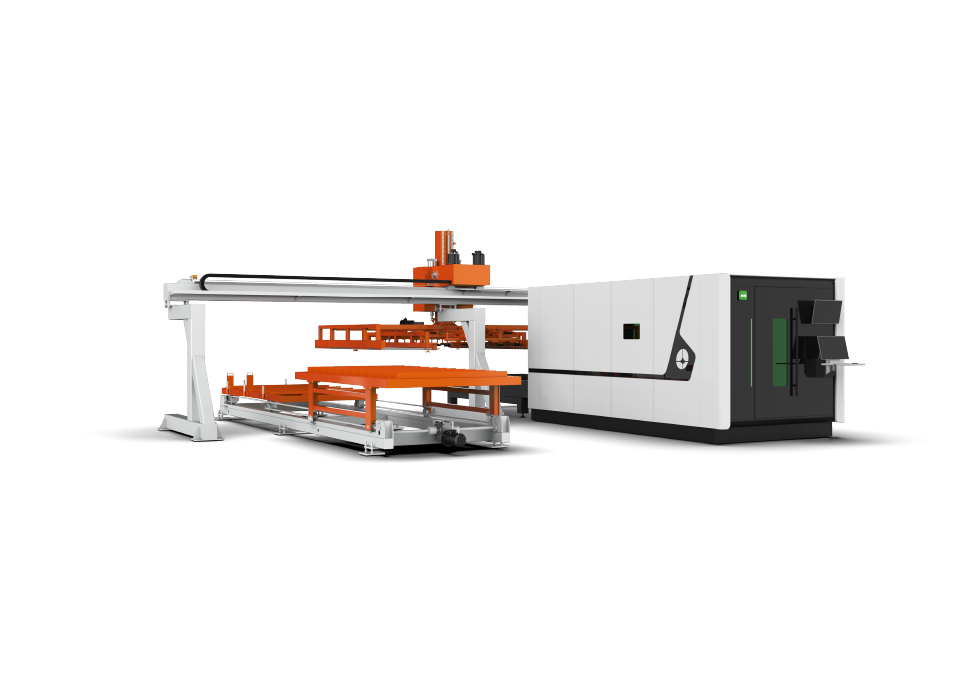
High-speed Sheet Fiber Laser Cutting Machine
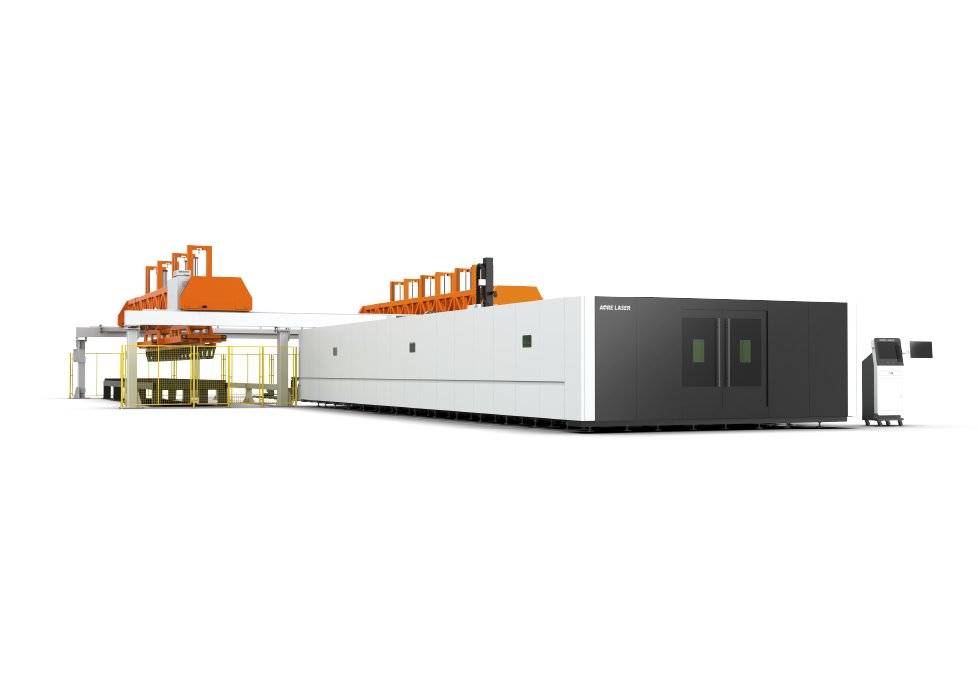
High power sheet laser cutting machine
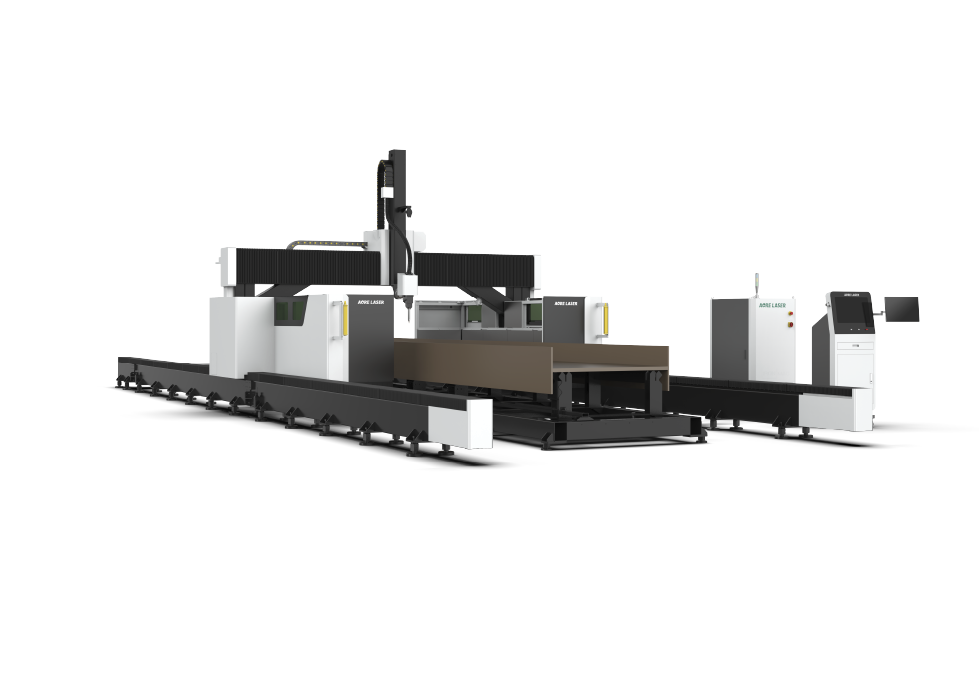
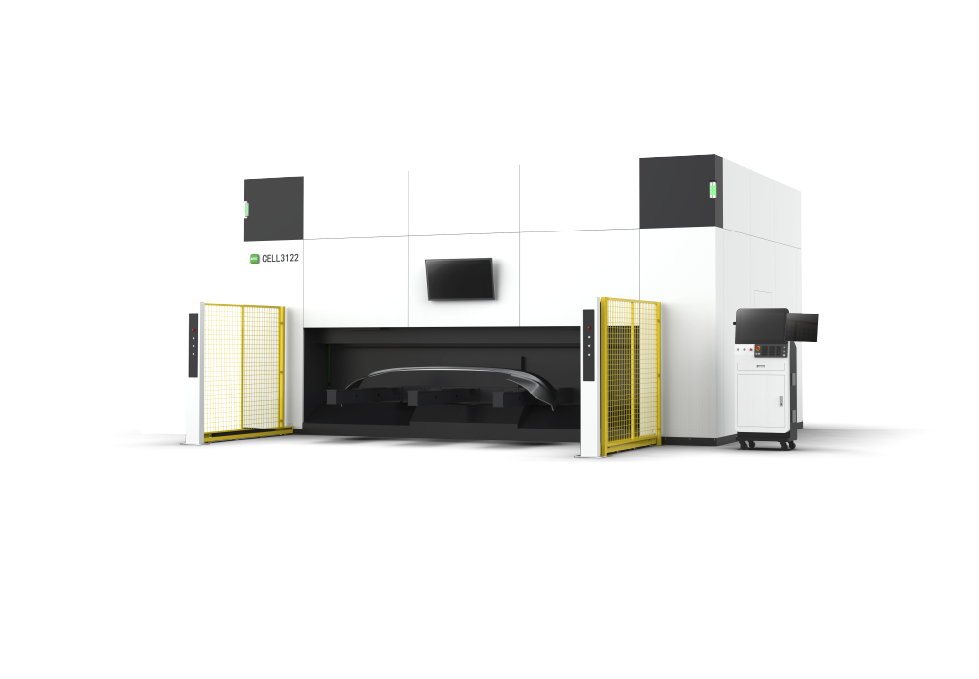
Full-protective Fiber Laser Bevel Cutting Machine
Precision sheet metal laser cutting machine
1.5-3kW
6-12KW
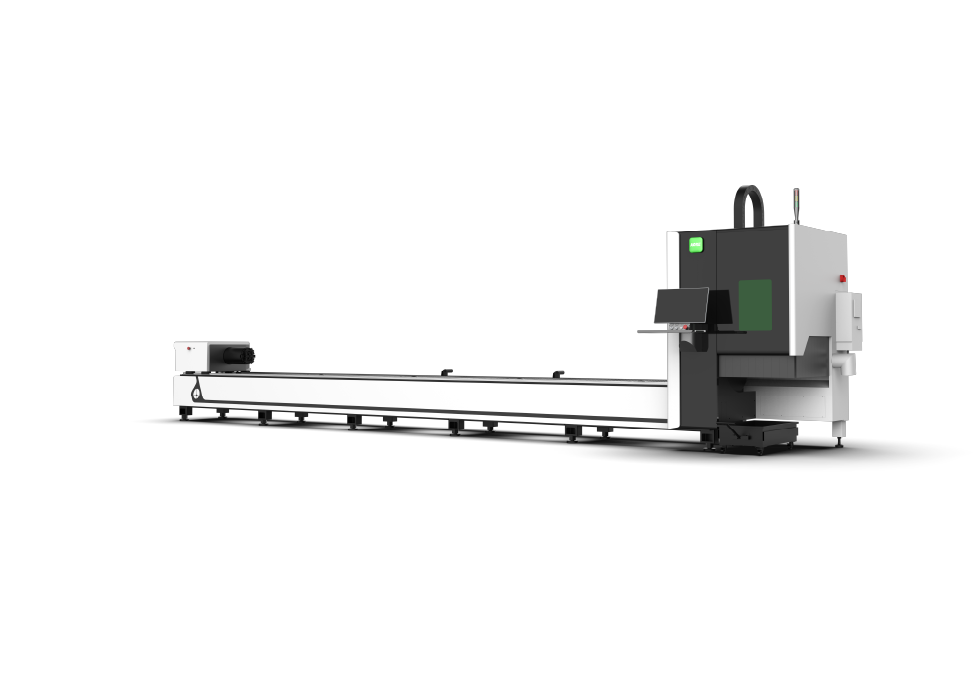
6-20kW
1-3KW
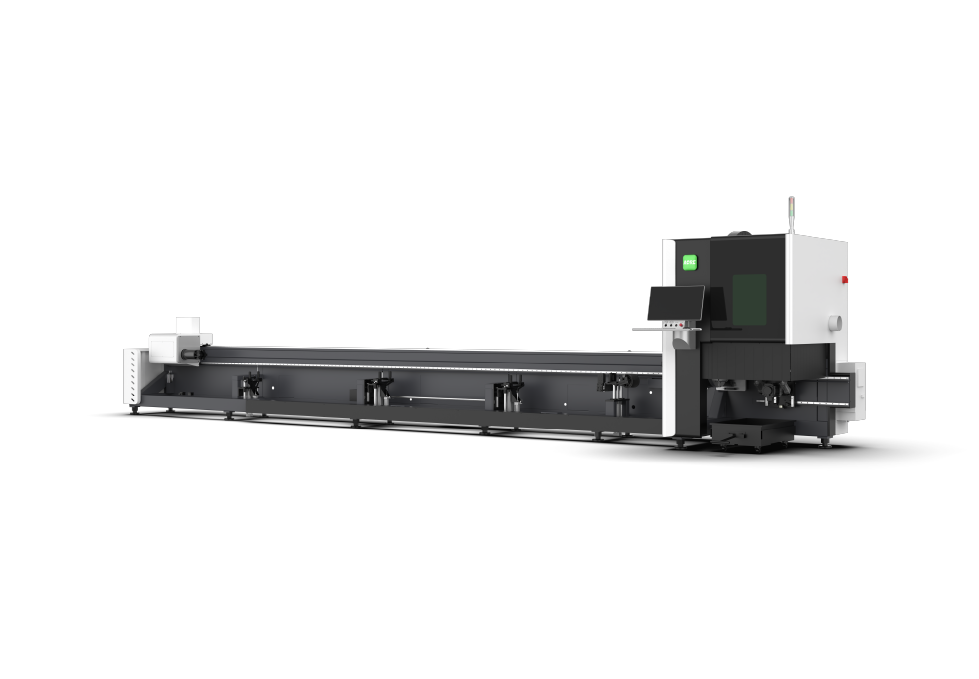
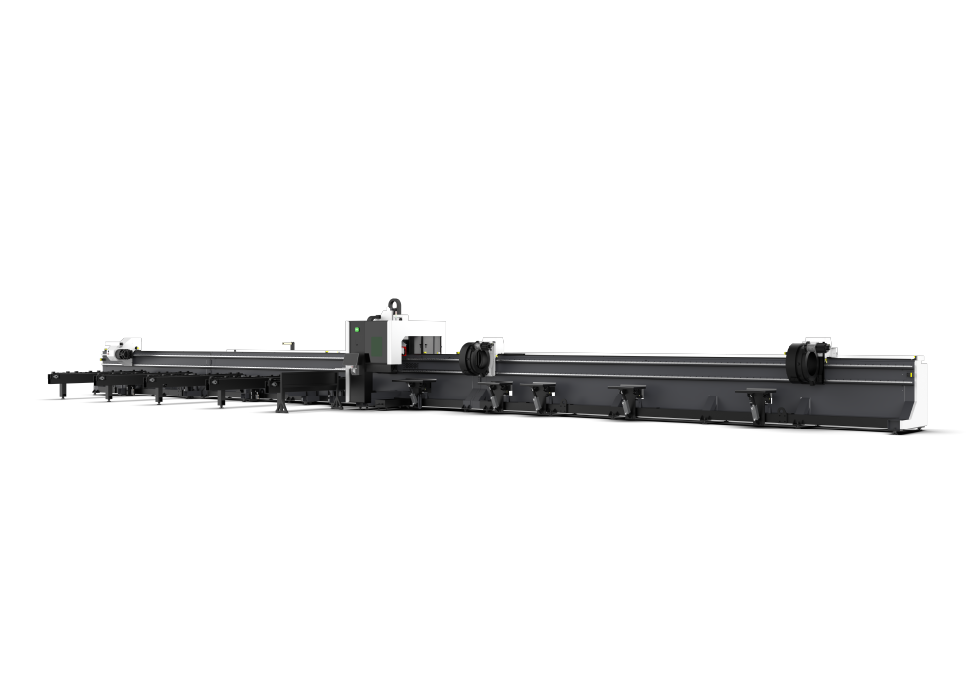
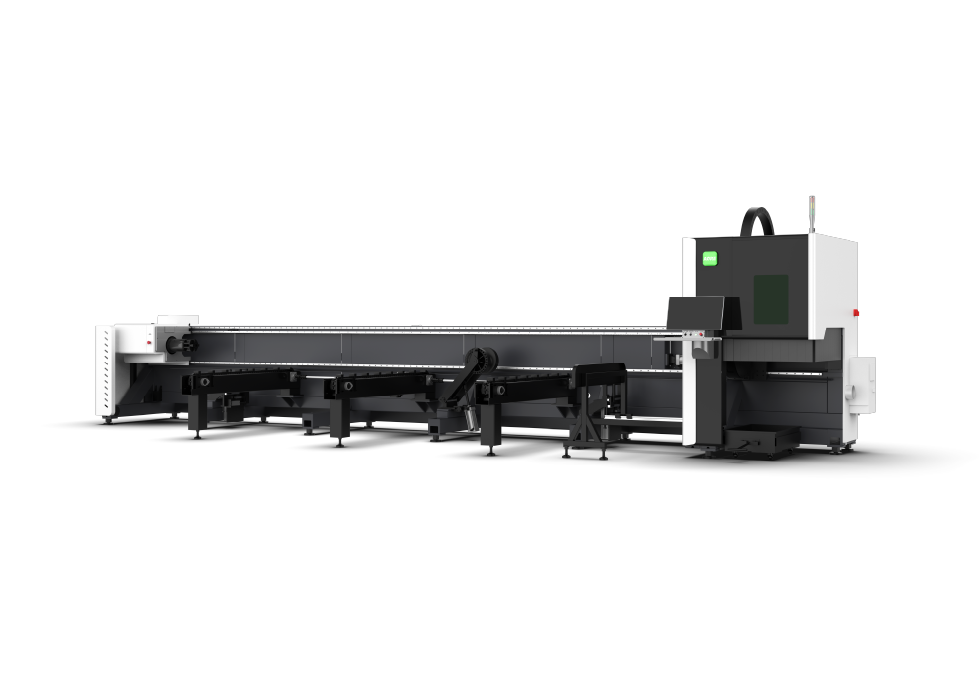
3D Beveling High-Speed Laser Tube Cutting Machine
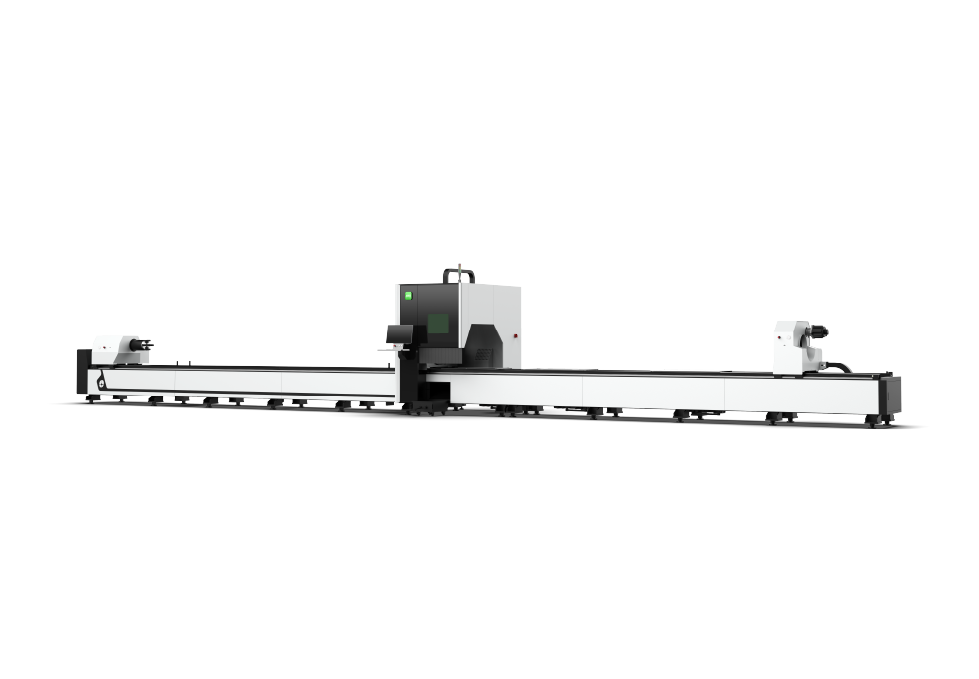
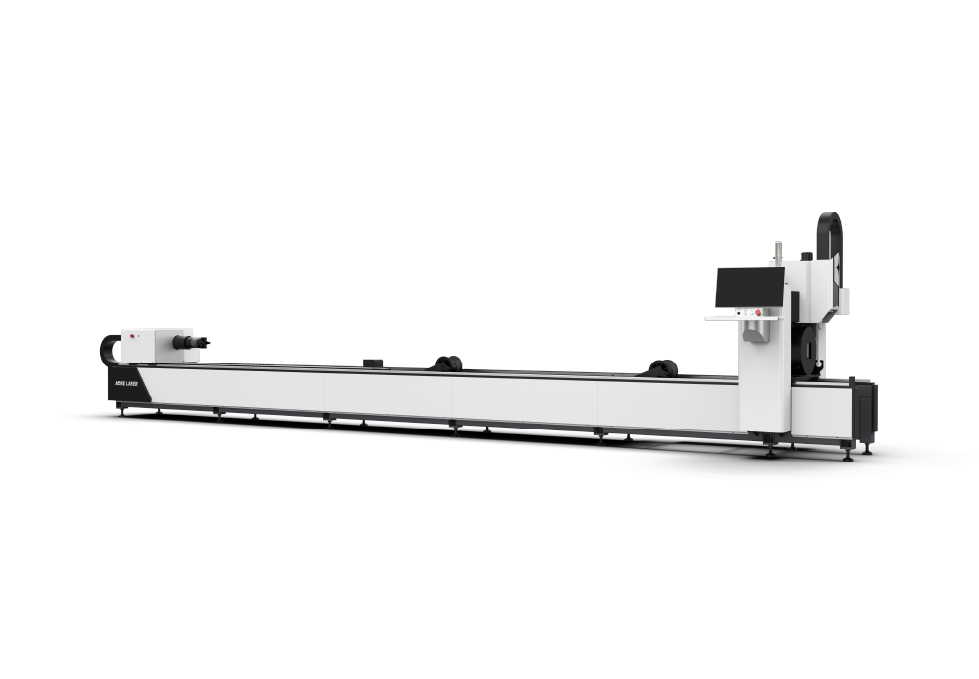
High-speed Tube Laser Cutting Machine
Efficient Tube Fiber Laser Cutting Machine
Three-Chuck Heavy-Duty Tube Laser Cutting Machine
Three-chuck Tube Fiber Laser Cutting Machine
Heavy-duty Four-chuck Tube Fiber Laser Cutting Machine
High-speed Tube Fiber Laser Cutting Machine
Economical laser tube cutting machine
Double-platform Sheet and Tube Fiber Laser Cutting Machine
Efficient Sheet and Tube Fiber Laser Cutting Machine
3D Five-axis Fiber Laser Cutting Machine
1.5-6kW
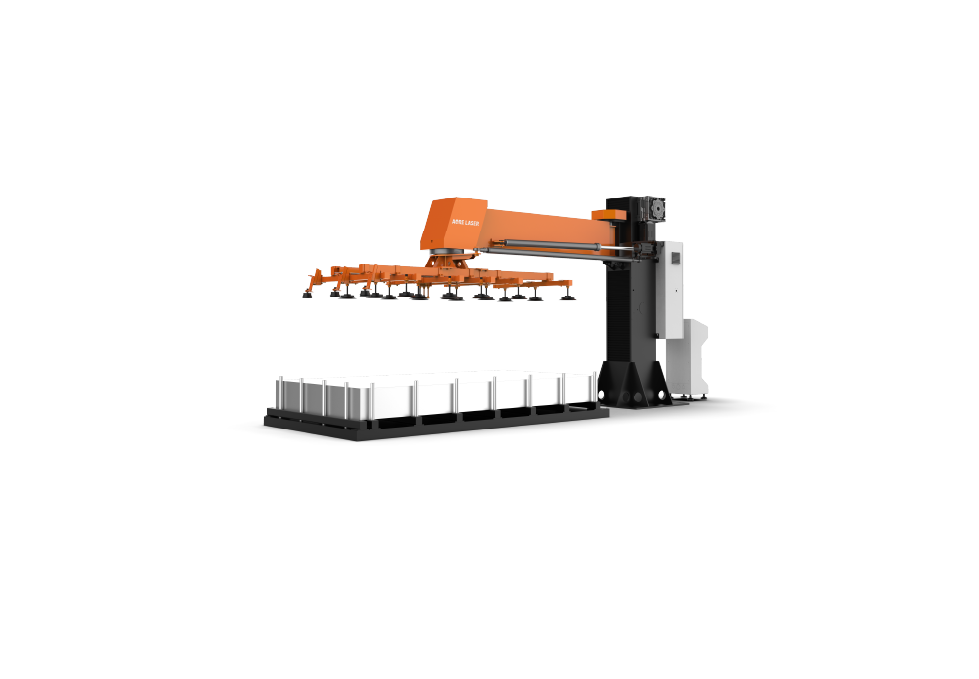
Automated Profile Loading & Unloading System
Sheet Metal Warehouse Loader/Unloader
Automatic Sheet Metal Loading Device
Automatic Cantilever Sheet Metal Loading Device
Cantilever Sheet Metal Loading Device
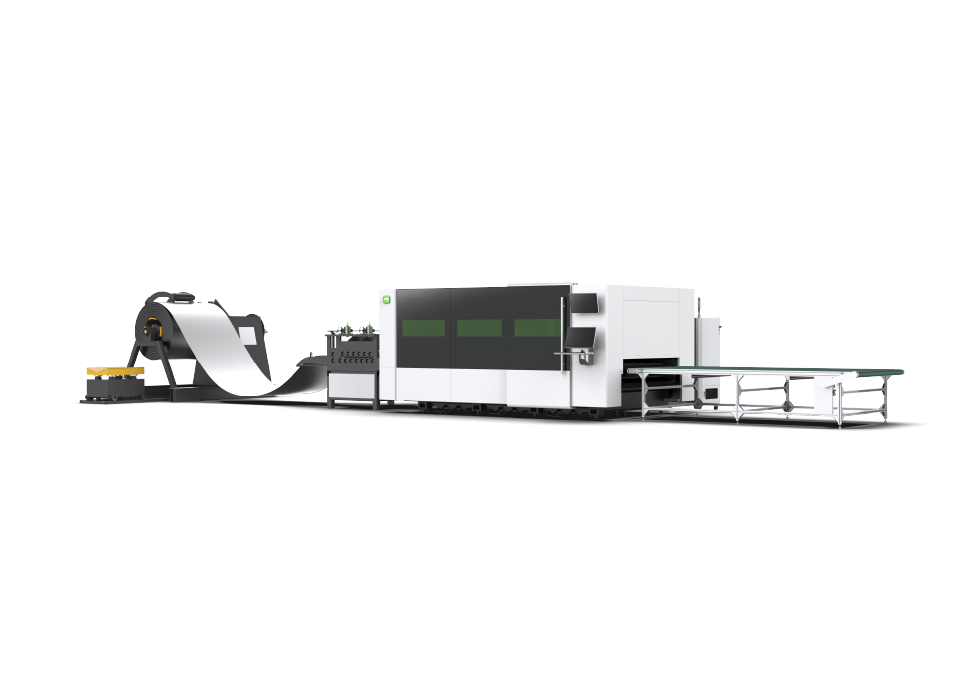
Intelligent Sheet Metal Production Line
Coil Laser Cutting Production Line
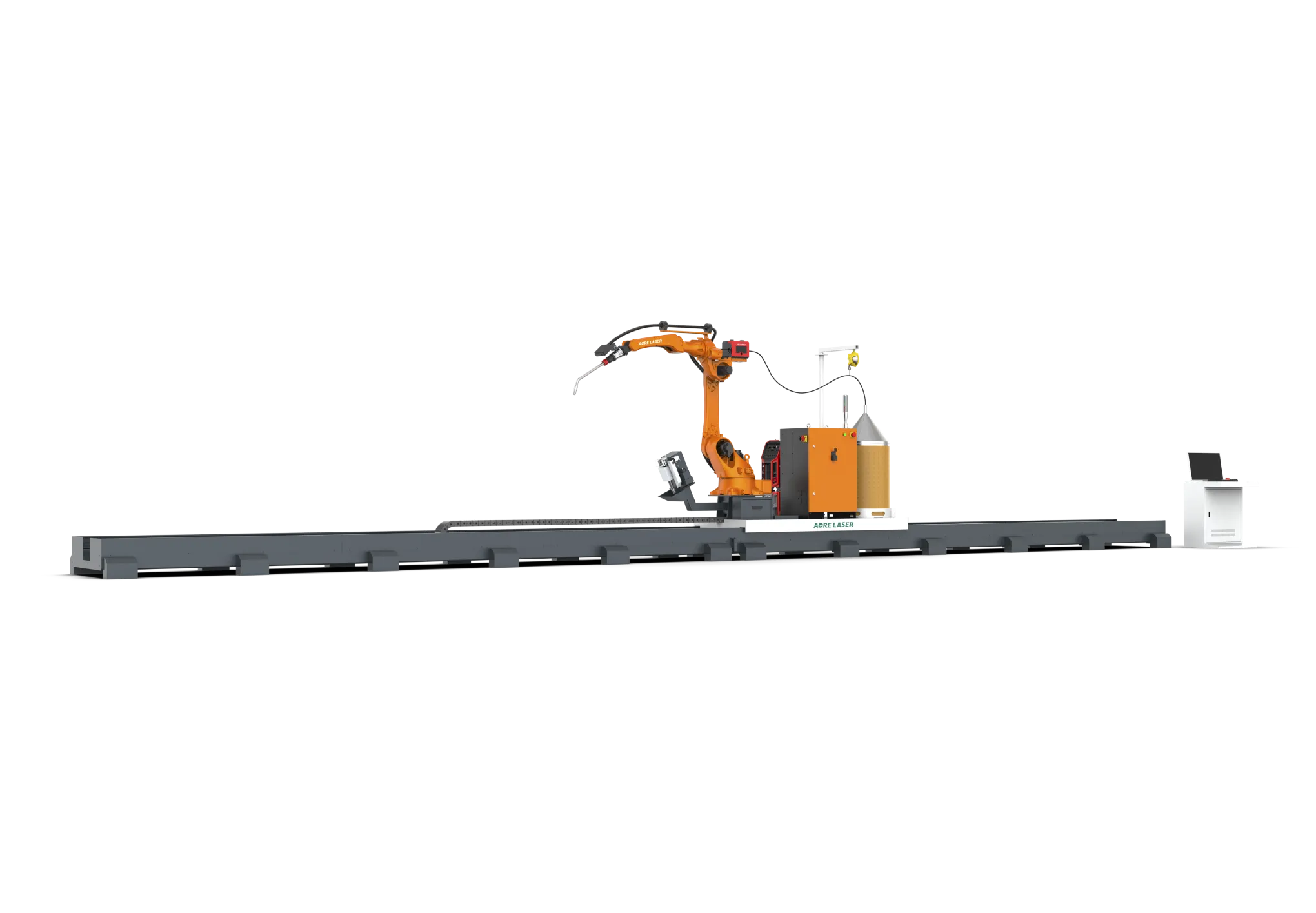
Intelligent Welding Workstation
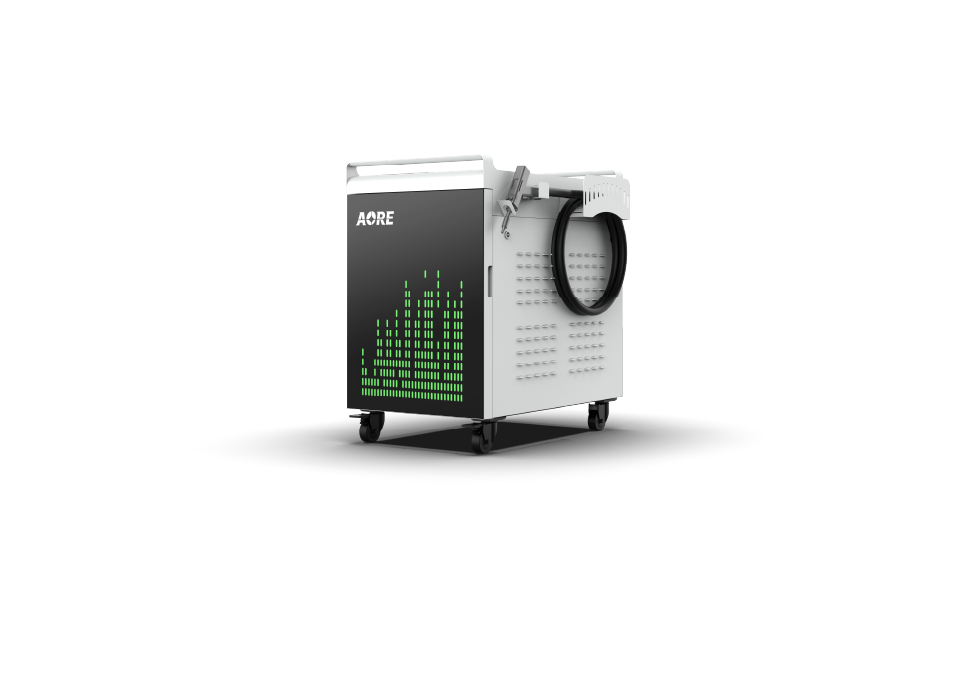
3kW
Water-cooled Handheld Laser Welding Machine
Water-cooled Handheld Laser Cleaning Machine
* Name
* E-mail
* Phone or WhatsApp
* Country
* City
Company
* Cutting Material
* Message
Problem Description
Many users report that after prolonged use, their laser cutting machine begins producing imperfect round holes (e.g., 30mm diameter). Instead of clean circles, cuts appear oval or polygonal, significantly affecting part accuracy.
Root Causes of Non-Round Holes in Laser Cutting Machines
1. Incorrect Motion Parameters
Excessive acceleration/jerk settings cause mechanical stress on gears
High idle speed (>40mm/min) worsens wear over time
Corner smoothing (low-pass filter) set too high (>4Hz) distorts circular paths
2. Mechanical Wear in Drive Systems
Gear & rack backlash develops from prolonged use
Worn-out reducer gears lose positioning precision
Improper meshing clearance (should be 0.06mm for X/Y axes)
3. Failed Motion Components
Severely damaged reducers cannot maintain accuracy even after adjustment
Proven Solutions to Restore Round Cutting Accuracy
✔ Parameter Optimization for Laser Cutting Machines
Parameter
Recommended Value
Cutting Acceleration
≤0.4G
Idle Speed
≤40mm/min
Corner Low-Pass Filter
≤4Hz
✔ Gear/Rack Maintenance Procedure
Check backlash using 0.5mm solder wire
Adjust meshing clearance to 0.06mm (X-axis single drive) / 0.06mm x2 (Y-axis dual drive)
Re-tighten all mounts with torque wrench
✔ When to Replace Components
If holes remain distorted after:
Parameter adjustments AND
Mechanical recalibration → Replace the reducer
Aore Laser Makes Waves at LAMIERA 2025 with Cutting-Edge Sheet Metal Solutions
AORE Concludes Successful Participation at EuroBLECH 2024 in Germany
Aorelaser uses "Essential Cookies" to ensure the operation of the website, while others help us improve your user experience. By clicking "Accept All", you agree to our use of all cookies. You can also change your cookie settings by going to your preferences. For more information about cookies, please see our Cookie Policy.(The data storage period is 7 days)
Essential cookies enable basic functionality and are necessary for the website to work properly.
Preference cookies allow websites to remember your choices (such as language preference) and provide a more personal experience.
Statistics cookies collect information anonymously. This information helps us understand how our visitors use our website.
Marketing cookies are used by third parties or publishers to display personalized advertisements. This is done by tracking visitors across websites.